 |
BackNumber〜2003製作講習会 |
|
|
2003年1月26日に恒例の製作講習会(WSR、JISC、WEM大会事務局主催)が、東海大学代々木校舎で開催されました。予想を上回る来場者(200名以上)が集まり、急遽会場が変更になるなどのハプニングもあり、準備した資料の部数が足りなくなるなどの事態が起きてしまいました。今回は講師のお一人であるGHクラフト研究開発マネージャーの鵜沢潔氏のご厚意により、Web上での資料公開できるようになりましたので紹介します。(k)
複合材料を用いた構造設計の基礎とテクニック
GHクラフト 研究開発マネージャー 鵜沢潔
21世紀はCFRPの時代
NASAの宇宙計画もCOMPOSITE材料が前提
CFRPの特徴
材料のそのものが:軽くて剛い、軽くて強い
異方性:剛さと強さに向きがある 非線型性:突然壊れるか大変形
サンドイッチパネル:曲面パネル自身が構造材→モノコック構造・軽量カウルボディ
 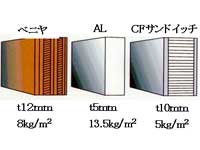
CFRP/ALハニカムサンドイッチパネル 同じ剛性のパネル
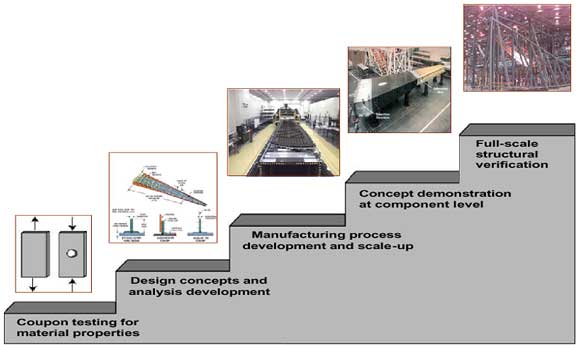
大型構造完成までのアプローチ
金属材料のような確立された設計手法はなく、 種々の構造毎に個々の設計要件/手法が適用される
航空・宇宙構造物の開発においては
1) 試験片の材料物性試験
2) 構造要素試験
3) 部分(縮小)モデル試験
4) 実大構造物
のプロセスを経る
大型構造完成までのアプローチ
異方性と幅広い物性
・CF
UD(0°) : E=12.0ton/mm2、σ=135kgf/mm2、γ=1.6
UD(90°) : E=800kg/mm2、σ=7kgf/mm2、
3K(0/90°) : E=6.0ton/mm2、σ=110kgf/mm2、G=300kgf/mm2
3K(±45°) : E=1.3 ton/mm2、σ=20.0kgf/mm2、G=3.0ton/mm2
3K(ISO) : E=4.2 ton/mm2、σ=50.0kg/mm2
・GF
UD(0°) : E=4.0ton/mm2、σ=100kg/ mm2、γ=2.0
平織り(0/90°): E=1.5ton/mm2、σ=20kg/mm2、
・GF(ハンドレイアップ)
マット材 : E=800kg/mm2、σ=9kg/ mm2、
マット&クロス: E=1.0ton/mm2、σ=10kg/mm2、
・KV(49)
平織り(0/90°): E=3.0ton/mm2、σ=40kg/ mm2、γ=1.4
・AL
2024(T3) : E=7.5 ton/mm2、σ=45kg/mm2、γ=2.77
・鋼材
クロモリ鋼 : E=21.0 ton/mm2、σ=100kg/mm2、γ=7.8
・材木
ラワン合板 : E=800ton/mm2、σ=45kg/mm2、γ=0.5
UD材の90°、織物材の45°方向の物性に注意!
強度に注意
・同じ方向でも圧縮は引っ張りより弱い
CF-UD(0°) : 引っ張りσ=135kg/mm2 ⇔ 圧縮σ=120kg/mm2
CF-UD(0°) : 引っ張りσ=300kg/mm2 ⇔ 圧縮σ=160kg/mm2
KV-UD(0°) : 引っ張りσ=140kg/mm2 ⇔ 圧縮σ=30kg/mm2
・一般に圧縮荷重では最大1/2まで強度が低下する!
(特にKVは圧縮強度が大きく低下)
・ 曲げ荷重でも圧縮側を考えると同様に強度低い → 曲げは引っ張りより弱い(CF)
・ 基本的強度設定は材料データの1/2とする(暗に安全率2を含むことに成る)!
積層構成による物性
繊維の違方性により単にパネルの物性が変わるだけで無く、それにより構造体その物の性質が変わる
→出来るだけ等方性(ISO)積層とする
(1)全てCF3K−0/90°で積層した場合
δ曲げ=0.42mm 、δ捻り=0.84mm
(2)全てCF3K−±45°で積層した場合
δ曲げ=1.23mm 、δ捻り=0.09mm
捻り剛性はUPするが、 長手方向の物性が低下、曲げが大きくなる
(3)全てCF3K−ISO(0/90°&±45°)で積層した場合
δ曲げ=0.22mm 、δ捻り=0.17mm
側面の面内せん断変形が無くなり曲げ剛性もUP
サンドイッチ板の強度/剛性について
パネル剛性と強度
例) 幅250mmハニカム板
例)等価剛性
コア選択のツボ
コア材の選定において検討すべきは1)成形方法、2)強度剛性、3)重量、4)価格など
代表的なコアの物性一覧
・ハニカムコアはWetレイアップには滴ざない。
・コア材のせん断強度/剛性は注意が必要。
・サンドイッチ板の検討においては面内力以外の荷重(面外せん断、面外荷重(コア圧縮)) は全てコアに掛かるとして計算する。
・表皮がCFRPの場合曲げ変形が少ない分せん断変形量が問題となることが多い。
例)コアせん断強度
モノコック下面に片足で載った場合、面外方向の荷重はコアに掛かるので、
コア圧縮応力と、コアせん断応力は
σ圧縮:=W/A、 A:足裏面積
σせん断:=W/(L・tc) L:脚周囲長さ
W=80kg、足裏面積A=3600mm2(60×60)、脚周囲長さL=240mmとして
コア(デビニセルH60、t5mm)
σ圧縮:=W/A=80/3600=0.02 ≪ 0.08(圧縮強) OK//
σせん断:=W/(L・tc)=80/(240×5)=0.07 > 0.06(せん断強度) NG//
コア(デビニセルH80、t5mm)ならば(σせん断=0.09)より OK//
例)幅250mmハニカム板パネル剛性
継ぎ手構造
ファスナー強度
機械的結合部の複合材の破壊は主に以下の3通りあるが、 複合材料においては圧縮強度の点からベアリング破壊のみに気をつければよい。
(a)ベアリング破壊(木口圧縮) (b)シアーアウト
(c)テンションアウト
・木口ベアリング強度を確保する為には穴周りがISO積層構成になっていること
・継ぎ手強度は一本辺り
F=σ×t×D より(σ:30kgf/mm2)として
M6ボルト1本では180kg(t=1mm)の荷重まで付加できることになる
・実際には安全係数を1.5〜2.0倍とって本数/サイズを決定する
・せん断破壊を考慮すると一般的には穴ピッチは穴径の5倍以上必要
・同様に木口距離も2.5倍以上確保することが望ましい
・また、複合材料の特徴から複数列のファスニングは2列までにする方が良い
(d)ファスナー配置
(e)多段配置
例)ファスナー強度
M5ボルト6本で板厚t=1mmの部材間の結合荷重Fは
F = (σ×t×D×n)/Sf として n:ボルト本数、Sf:安全係数
= 30×1×5×6/2
= 450kg の荷重がかけられることになる
継ぎ手荷重を複数本のボルトに均等に付加させるためには、金属部材どうしの場合より穴精度が必要(木口部の降伏変形が無い為)
一般には共穴加工かE9以上の精度が目安となる
接着継ぎ手
2次接着による継ぎ手強度は最大10kg/mm(1.0kg/mm2)と考える。
接着長さは1インチ以上(有効接着幅1/2インチ)有れば十分で、それ以上接着幅を増して強度UP効果は少ない
・さらに強度が必要な場合はダブルラップシアー接着(基本的には2倍以上)とする。
・また、端部はテーパー加工が望ましく、Wetレイアップの併用により最大50%近く強度UPも可能
正しい接着条件
前処理:サンディング/脱脂(ペーパーの荒さは無関係。脱脂は水道水+水ペーパーが望ましい)、
接着材厚さ:Max1mmまで、しかし面コンタクトはNG。薄いGFスクリムマット/クロスorスペーサーを使用する。
構造接着材は環境温度にあわせて選択、
例) CHIBA-AW2011:常温〜60℃まで、衝撃強度/コスト良
CHIBA-AW2014:〜120℃まで
2次接着(積層継ぎ手)
実際の車両製作においては全てオーバーラップジョイントで製作するのは難かしい。むしろ積層継ぎ手が多く利用されることが多い。特にTジョイント部はWetレイアップによる接着となることが多い。基本的には母材のプライ数と同じだけのオーバーレイ積層をし、積層はバイアス主体でOK。テープ幅の考え方(テーパー)などはフランジ接着接合と同じ考え方でOK。
成形方法(真空バッグ成形法)
多く聞かれる質問に真空ポンプがあるが、コンプレッサーによる真空ポンプは小物の成形や、Wetレイアップによる真空成形時などパーシャルの真空度が簡単に調整できて便利。真空度も700mmHgまで達成可能。

複合材料関係の書籍紹介
(1) High-Performance COMPOSITES:購読料Freeの複合材料に関する専門誌、毎月発行。一般的成形技術/材料から航空宇宙までの幅広いトピックスを掲載。
(2) Professional BOATBUILDER:これも購読料Free。おもに造船業向け、特に小型艇建造者むけの専門誌であり、FRP成形・設計に関する記事も多い。隔月で発行。Wetレイアップの記事が多いが大型成形物の参考になる。
 
(3) AVIATION WEEK & Space Technology:$6.00/冊の週間誌。複合材専門ではないが、航空宇宙から防衛まで、よくもまあ毎週毎週これだけの記事が揃うなと関心するほど内容濃く、複合材料の記事も時々掲載される。
(4) Air Craft Spruce &.Specialty Company:エアクラフトスプルース社は、アメリカの自作飛行機の材料通信販売店です。ここのカタログがあると何かと便利です。クレジットカードで簡単に購入可能です。小型航空機の部品から複合材料一般まで殆どのものが揃っています。プリプレグは在りませんがその他CFクロスからエポキシ接着剤まで少量の購入には便利です。見ているだけで飽きません。
 
(5) West Marine Master Catalog:業務用にはPort Supplyの看板名で全く同じ商品を取り扱っています。此方はボートヨット用のパーツカタログです。艇体補修用としてWESTsysytem等のエポキシ樹脂等を扱っています。ヨットに関する物という意味でソーラーカー/バイシクルの小物から遠征に便利なキャンプ用品?まで購入可能です。カタログはFREEで取り寄せ可能です。
▲TOPへ戻る
|